
 English
English
بررسی نحوه ایجاد تلاطم در محلول های آبکاری نیکل براق با استفاده از همزن با سیستم های گیربکسی(مکانیکی) ، هوایی یا مختلط (هوایی/گیربکسی) و افزایش کارایی فرآیند آبکاری با استفاده از همزن هوایی در مقایسه با همزن گیربکسی

به یقین وقتی صحبت از آبکاری نیکل براق یا هر نوع آبکاری دیگری به میان می آید چگونگی و ماهیت عوامل موثر در نوع آبکاری و میزان کیفیت به دست آمده اولین سوالی است که در ذهن نقش می بندد. در خصوص هر نوع فرآیند آبکاری می توان با مراجعه به کتاب دست های راهنمای مهندسی (Handbooks Engineering) و یا استفاده از دستورالعمل های شرکت های تولید کننده مواد شیمیایی، عوامل موثر بر هر فرآیند را شناخت و آن ها را به کاربست.
به طور کلی عوامل موثر در فرآیندهای آبکاری به دو گروه شیمیایی (مواد شیمیایی موثر بر فرآیندها و واکنش های شیمیایی) و فیزیکی (وسایل، تجهیزات و عوامل فیزیکی موثر برفرآیندها و واکنش های شیمیایی) تقسیم می شوند. گروه شیمیایی آن دسته از عواملی هستند که معادلات شیمیایی فرآیند را کنترل می کنند مثل فرمول و ترکیب شیمیایی محلول ، کیفیت و آنالیز مواد خام مورد مصرف، نوع و کیفیت افزودنی های مورد نیاز مصرف و … گروه عوامل فیزیکی آن دسته از عواملی هستند که در محدوده علم فیزیک بررسی، شناخته و بحث می شوند.مانند : ابعاد وان ، نسبت آند به کاتد ، شدت جریان برق ، تراکم جریان برق در قسمت های مختلف قطعه ، دما ، نوع همزن و ….
این دو گروه عوامل دست به دست هم داده و کل فرآیند آبکاری را تحت کنترل خود دارند و بر آن تاثیر مستقیم می گذارند.از بین عوامل فیزیکی، عاملی که کمتر به آن پرداخته شده و تاثیر به سزایی نیز در کیفیت فرآیند آبکاری دارد ، نحوه ایجاد تلاطم (همزن گیربکسی یا هوایی) و عوامل قابل اندازه گیری موثر برآن است.
چرا باید تلاطم ایجاد کرد؟
می دانیم که نیکل به صورت یون های Ni+2 در تمامی کل محلول پراکنده است وقتی که قطعات در محلول قرار می گیرند به وسیله سیم ها و قلاب های متصل به قطب کاتد رکتی فایر، درسطح قطعات جریان برق یا جریانی از الکترون ها جاری می شوند. بلافاصله الکترون ها یا بارهای منفی در تمامی سطح قطعات با تراکم جریان های مختلف پراکنده شده و باعث می شوند که در اطراف قطعات یک میدان مغناطیسی جاذب بارهای مثبت ایجاد شود. در این حالت یون های نیکل که در محل بلافصل قطعه / محلول (محل تماس قطعه با محلول) قرار دارند در کسری از ثانیه جذب قطعه شده و با گرفتن الکترون ازسطح قطعه، روی سطح آن رسوب می کنند. در این حالت بلافاصله و در همان مدت زمان خیلی خیلی کوتاه محل تماس محلول با قطعه از یون های فلزی نیکل تخلیه می شود.
به سایر یون های فلزی که خارج از محلول تخلیه شده از یون های فلزی هستند، تحت تاثیر نیروی میدان مغناطیسی ناشی از قطعه باردار، نیرویی وارد می شود تا به سمت قطعه کشیده شده و جذب آن شوند. از آنجایی که این نیرو بسیار ضعیف است، و با فاصله گرفتن از سطح قطعه، ضعیف تر نیز می شود، بهتر آن است که به روش دیگری یون های فلزی جذب نشده را به سمت سطح قطعه رانده و روی آن رسوب دهیم. نیرویی که در یک میدان مغناطیسی، به یک ذره باردار وارد می شود را می توان F=mQ.Q’/R2 محاسبه کرد (که در آن F با استفاده از رابطه نیروی وارد بر ذره باردار در میدان مغناطیسی، Q بار الکتریکی ذره یا قطعه باردار، m یک ضریب ثابت، Q پریم مقدار بار ذره باردار و R مقدار فاصله این دو ذره از هم است) . همانطورکه می بینید فاصله یون های فلزی از قطعه، درمقدار نیرویی که باعث جذب آنها به قطعه می شود بسیار موثر بوده و با مجذور فاصله نسبت عکس دارد.
با توجه به ضعیف بودن میدان مغناطیسی حاصل از اتصال جریان برق به قطعات ، جذب شدن و رسوب دادن یون های فلزی دورتر از محل اتصال محلول به قطعات بسیار کند و زمان بر است ، پس بهتر است که به وسیله بهم زدن محلول ، یون های فلزی مثبت را به سوی سطح قطعه برانیم که این همان ایجاد تلاطم یا استفاده از انواع همزن های رایج در آبکاری (گیربکسی ،هوایی یا مختلط) است. بدین ترتیب پس از رسوب و تخلیه محلول کنار قطعات از یون های نیکل ، محلول هم خورده و یون های نیکل دیگری به سمت قطعات باردار رانده می شوند که باعث افزایش یافتن سرعت رسوب گذاری نیکل و افزایش کیفیت فرآیند آبکاری می شوند.
اگر بخواهیم که یون های نیکل تازه را جهت رسوب روی سطح قطعات به سمت آن ها بفرستیم با توجه نسبی بودن حرکت 3 کار می توانیم انجام دهیم:
- قطعه را درون محلول حرکت دهیم (محلول ثابت ، قطعه متحرک با استفاده از همزن گیربکسی یا مکانیکی)
- محلول را درون وان حرکت دهیم (قطعه ثابت ، محلول متحرک با استفاده از همزن هوایی)
- محلول و قطعه را هم زمان نسبت به هم حرکت دهیم. (محلول متحرک ، قطعه متحرک با استفاده از همزن مختلط هوایی / گیربکسی)
1) همزن گیربکسی یا مکانیکی (Mechanical Agitation) و عوامل قابل اندازه گیری در آن
زمانی که در فرآیند آبکاری ازهمزن گیربکسی استفاده می شود، محلول ثابت بوده و قطعات طی یک حرکت تکراری رفت و برگشت افقی یا گاهی عمودی (بسیارنادر) در محلول حرکت می کنند. حرکت مزبور به وسیله یک موتور الکتریکی گیربکس دار و صفحه دواری به شین کاتودیک (تسمه مسی که قطعات مورد آبکاری، در محلول به آن آویزان می شوند) ایجاد می گردد.
حرکت قطعات در محلول آبکاری با استفاده از همزن گیربکسی
درهمزن های گیربکسی آنچه که حایز اهمیت است سرعت حرکت قطعات برحسب واحد متر بر دقیقه است. منابع مختلف مقادیر مختلفی را برای سرعت حرکت قطعات درمحلول که به وسیله همزن های گیربکسی ایجاد می شود را توصیه می کنند. این مقادیر از 5 متر تا حتی 10 الی 12 متر بر دقیقه متفاوت هستند.
نحوه محاسبه سرعت حرکت قطعات در محلول
الف) محاسبه بیشتر: فاصله خارجی ترین سطح محور اتصال صفحه دوار گیربکس به شین کاتد تا وسط محور چرخش صفحه دوار نشان دهنده شعاع دایره چرخش (R ) است که به حرکت رفت و برگشت شین کاتد تبدیل می شود. قطعات متصل به شین کاتد در هر نیم دورچرخش (180 درجه) یک حرکت رفت به اندازه 2R ودر نیم دور چرخش بعدی نیز یک حرکت برگشت به اندازه 2R انجام می دهند.بنا بر این ملاحظه می کنید که قطعات متصل به شین کاتد در هر چرخش کامل صفحه دوار ( 360 درجه ) به اندزه 4R در محلول حرکت می کنند.
عامل دیگری که باید اندازه گیری شود سرعت گیربکس بر حسب دور بردقیقه است که به راحتی در یک دقیقه قابل شمارش است.اکثریت قریب به اتفاق گیربکس های آبکاری دارای سرعتی معادل 18 تا 22 (99 درصد 20 دور هستند) دور در دقیقه هستند، پس کار راحت است. برای محاسبه سرعت حرکت قطعات در محلول کافی است که R را در4 ضرب کرده وسپس حاصل آن را در تعداد دور گیربکس در دقیقه (سرعت گیربکس) ضرب کنیم.
سرعت حرکت قطعات در محلول = R × 4 × تعداد دور گیربکس در دقیقه
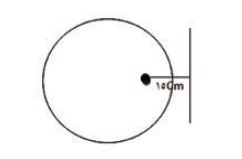
فرض کنید که در شکل نشان داده شده فاصله خارجی ترین سطح محل اتصال صفحه دوار گیربکسی به شین کاتودیک تا مرکز محور چرخش صفحه 8 سانتی متر بوده و سرعت چرخش گیربکسی 20 دور بر دقیقه باشد. بنابراین شین کاتودیک در هر چرخش گیربکسی 4 شعاع (cm 4×8) یا دو قطر (cm 16×2) را طی می کند و در هر دقیقه 20 دور می چرخد پس سرعت حرکت قطعات در محلول می شود.
8 cm × 4 × 20 R /Min = 640cm/Min = 6/4 m/Min
ب) عمل بیشتر: راه ساده تر این است که وقتی که گیربکس در حال کار است یک ماژیک را به شین کاتودیک بچسبانیم وقتی که شین به عقب و جلو حرکت می کند ماژیک روی آن یک خط می اندازد که طول خط نشانگر دامنه حرکت (2R) یا قطر واقعی حرکت دایره ای صفحه دوار گیربکس است.
پس از ایجاد خط ، آن را اندازه گیری کرده در ۲ ضربه می کنیم و سپس در تعداد دور گیربکس در دقیقه می کنیم. فرض می کنیم که خط حاصل از اتصال ماژیک به شین کاتودیک cm ۱۷ باشد پس برای سرعت حرکت قطعات در محلول داریم:
17cm × 2×20 R/Min=680 cm/Min = 6/8m/Min
در سرعت های بالاتر قدرت خش پرکنی و گود پرکنی افزایش یافته و منجر به ایجاد صرفه اقتصادی می گردد. چیزی که باید به آن توجه کرد این است که با افزایش سرعت گیربکسی باید از سرخوردن هنگرها (Hangers) و قلاب ها روی شین کاتودیک و یا به هم خوردن قطعات درون محلول آبکاری جلوگیری به عمل آورد. برای نیل به این مقصود بهتر است که سرتاسر شین کاتودیک را به صورت دندانه دار با فواصل دندانه های کم در بیاوریم و برای برق رسانی به قطعات از هنگر استفاده کنیم.
هر چه تعداد دندانه ها بیشتر باشد محدودیت در چیدن قلابها و هنگرها بر روی شین کاتودیک کمتر است و تعداد بیشتری را می توان بصورت دلخواه بر روی شین کاتودیک چید.
۲) همزن هوایی (Air Agitation) ،کارایی و عوامل موثر بر آن
سوال اول : اصلا چرا باید سیستم همزن هوایی را بر سیستم همزن گیربکسی ترجیح داد؟
جواب این سوال را به شرح زیر می دهم :
1-در سیستم همزن هوایی به علت بالا رفتن سرعت حرکت محلول در سطح قطعه قدرت خش پرکنی (Micro Throwing power) نسبت به همزن گیربکسی بالاتر است.
۲- در سیستم همزن هوایی به علت افزایش پرتاب وحرکت محلول در گودی های قطعه قدرت گودپر کنی (Macro Throwing power) نسبت به سیستم گیربکسی بیشتر است.
۳- در محلول با همزن هوایی به علت بالا بودن قدرت خش پرکنی و گود پرکنی بالا می توان با استفاده از افزودنی های ارزان تر به کیفیت مطلوب رسید و هزینه ها را کاهش داد.
۴- با استفاده از سیستم همزن هوایی قطعات در زمان کمتری به کیفیت لازم جهت خروج از وان می رسند پس با توجه به کاهش زمان آبکاری قطعات مقدار مصرف نیکل برروی هر قطعه، یا به عبارت دیگر وزن نیکل رسوب کرده بر روی هر قطعه، در مقایسه با استفاده از همزن گیربکسی کاهش یافته و باعث کاهش در هزینه های آبکاری می شود.
5- کاهش زمان آبکاری هر قطعه باعث می شود که در یک شیفت کاری بتوان قطعات بیشتری را آبکاری کرد و این مطلب باعث افزایش تیراژ قطعات در هر شیفت کاری از یک طرف (افزایش درآمد) و کاهش هزینه های ثابت متوسط هر قطعه ( كاهش هزينه آبکاری یا قیمت تمام شده آبکاری) از طرف دیگر می شود.
6- در سیستم های هوایی با درجه غلظت های پایین تر (۲۰ الى ۲۲) نیز می توان به جواب مطلوب رسید و در محلول هایی با سیستم همزن گیربکسی کیفیت و کارایی در غلظت های پایین تر از ۲۲ درجه بومه به شدت افت می کند.
۷- با توجه به توانایی رسیدن به کیفیت آبکاری مطلوب در غلظت پایین تر (۲۰ الی ۲۲ درجه غلظت بومه) میزان محلول بری قطعات کاهش یافته و منجر به کاهش هزینه نگهداری، کاهش قیمت تمام شده آبکاری و در نهایت باعث سودآورتر شدن فرآیند آبکاری می گردد. با توجه به مطلب بالا می توان گفت که کارایی هر وان نیکل با سیستم همزن هوایی حدود ۲۰ الی ۲۵ درصد نسبت به همان وان نیکل با همزن گیربکسی بالاتر است. یا به عبارت دیگر با تبديل سیستم همزن از گیربکسی به هوایی می توانید کارایی فرآیند آبکاری نیکل خود را ۲۰ الی ۲۵ درصد افزایش دهید. ارقام ۲۰ الی ۲۵ درصد افزایش کارایی توسط اینجانب اندازه گیری شده و کاملا قابل اثبات هستند. (حداقل می توان گفت که زمان آبکاری به همین میزان کاهش می یابد.)
باورهای نادرست در مورد سیستم همزن هوایی
1.استفاده از سیستم همزن هوایی باعث ورود هوای چرب به محلول و در نهایت چرب و خراب شدن محلول می شود:
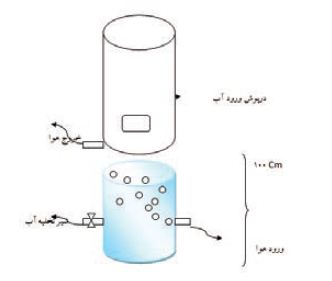
– برای جلوگیری از ورود هوای چربی (در صورتی که از پمپ هوای سیلندری استفاده می کنید ) می توان از فیلترهای چربی گیر قلیانی با ارتفاع حداقل 1متر استفاده کرده و چربی هوا را کاملا گرفت.
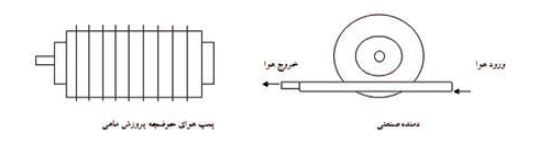
– برای تولید هوا در سیستم های همزن هوایی می توان از مولدهای خشک هوا مثل پمپ های دمنده (Blower) خشک یا پمپ های دمنده حوضچه های پرورش ماهی قزل آلا که دارای قیمت بسیار پایینی نیز هستند استفاده کرد.
2. استفاده از سیستم همزن هوایی باعث زبر شدن لایه آبکاری نیکل می شود:
– لوله های هوا نباید چسبیده به کف وان باشند بلکه باید حداقل ۱۰ الی ۱۵ سانتی متر بالاتر از سطح کف وان قرار گیرند تا بالای لجن ها و ذرات کف وان قرار گرفته و باعث بلند شدن و شناور شدن این لجن ها و ذرات در سراسر محلول نگردد.
-جهت جلوگیری از زبرشدن لایه نیکل می بایست سیستم فیلتراسیون را مناسب انتخاب کرده (ظرفیت حداقل 2 برابر حجم كل محلول در ساعت و حداکثر ۶ برابر حجم كل محلول در ساعت، علاوه بر این باید از پارچه های فیلتر مناسب استفاده کرد یا اصلاحاتی را در فیلترهای معمولی اعمال کرد) و سیستم فیلتراسیون را اصلاح کرد که هزینه ای نیز در بر ندارد.